Introduction
In order for the single manufacturer organization to prepare themselves for the challenges of the future they need to move away from the ignorance of the past and present and through a dynamic process of knowledge creation to explore into the opportunities of the future. The aim for an organization is to create what is new both in terms of products and the manufacturing systems that produce them. Rose-Anderssen et al.1 argue that innovation in manufacturing is the result of creative evolutionary processes.
Allen and McGlade2 showed that microscopic diversity (the different attributes, skills and quirks of individuals) actually drives evolutionary change. They argue that evolution will select for populations that retain variability; that one should not observe populations with optimal behavior but populations that can learn. Furthermore, they2:1 say “evolution is driven by noise (the fluctuation and micro-diversity) to which it leads.” Allen et al.3:2 nearly two decades on, introduced a subtle difference, that “the evolutionary process is driven by the interplay of processes that create micro-diversity, and the selection operated by the differential dynamics operated by the system. This is seen as an ongoing, continuous processes of exploration and experimentation at the underlying microscopic level. “
Allen et al.3 developed this further with the cladistic evolution of organizational forms, describing organizations as being bundles of practices, skills or techniques; the evolution of the industry was seen as an evolutionary tree created by the successive adoption of new practices. One may argue that evolution is blind for specific results or is a combination of chance and determinism. Thus an exploration in solution space for a company that wants to improve its performances may both be time-consuming and costly. A solution to this problem is the holistic tool presented in this paper. This can facilitate evolutionary drive through simulation exercises.
Innovation in manufacturing is the result of creative evolutionary processes1. In order for the single manufacturing organization to prepare themselves for these challenges they need to move away from the ignorance of the past and present, and through a dynamic process of knowledge creation to explore into the opportunities of the future4. The aim for an organization is to create what is new both in terms of products and the manufacturing systems that produce them. Rose-Anderssen et al.5 discuss different levels of learning for the transformation of knowledge in order to change an organization and gain competitive advantage.
This paper expands on the above ideas by exploring more substantially the dynamic process of knowledge development by presenting a model of a guided facilitator of evolutionary drive. This is firstly done by discussing the knowledge ignorance link. Secondly, knowing is discussed as a dynamic process, and thirdly this knowledge creating mode is presented as a collective inquiry for developing instruments for change. In the practical implementation part of this paper a holistic tool to facilitate and guide evolutionary drive is presented. This is for discussing and monitoring manufacturing properties in light of strategies for the future6. The findings of manufacturing Linnaean hierarchy and cladogram construction are presented. Based on these findings, the benchmarking tool for discussing and monitoring properties are applied to a test case. The utilisation of the tool is characterised by a speed-read technique to search out a firm’s closest ideal identity. This is followed by a diagnostic comparison between the species representing the ideal identity and the current identity of the firm. This in turn can be used for discussing opportunities for change.
Ignorance, knowing, and the aid of manufacturing classification for change
Knowledge is in general understood as specific information on a subject. A knowledge system, however, represents the process of knowledge creation, its standardization and its dissemination. It is used to improve the performance of business and manufacturing processes. As such it becomes a knowledge tool. However, as will be seen in the following sections, knowledge as a tool can only be used for some time. Allen7 argues that if circumstances are constantly changing then the value of knowledge ebbs away as fast as it can be created. And there it is necessary to always question our present knowledge and to continue exploring and learning in order to try and imagine possible futures.
Knowledge or knowing as a dynamic process is discussed more fully below. A knowledge system then in way of this paper can be seen as the diffuse boundary zone of collective inquiry by different experts of practitioners and academics trying to make sense of and co-develop tools that are beneficial for their mutual work of change. It is a boundary crossing experience into the unknown8. At boundaries individuals face dilemmas that they need to resolve collectively5.
Nonaka and Takeuchi9 define organizational knowledge creation as the ability of a company as a whole to create new knowledge, disseminate it throughout the organization, and embody it in products, services, and systems. These are interactive processes. Rose-Anderssen and Allen (2008) argue that when people interact in complex networks of ignorance, ambiguity, and conflict and are questioning old practice and making suggestions for change, then the capacity of the network evolves. This is a continuous self-organizing beyond individual control.
Essential in these processes is the acquisition and sharing of knowledge relevant for creating the new. In that sense, Ritala et al.10 discuss the effects of knowledge sharing and knowledge leaking on relative innovation performance. They conclude that knowledge sharing has a positive effect on innovation performance and on technological innovation11. Jackson et al.12 elaborates on this by arguing that knowledge sharing is the fundamental means through which employees can contribute to knowledge application, innovation, and ultimately to the competitive advantage of the organization.
Knowledge sharing may also be embedded in broader organizational networks such as communities of practice13,1415. The ties among individuals within social networks can facilitate knowledge transfer and enhance the quality of information received. Lave and Wenger16 argue that because the place of knowledge is within a community of practice, questions on learning must be addressed within the developmental cycles of that community. The community of practice for learning, sharing and developing knowledge presented in this paper is the group of researchers and the implementers of change in the case described later in the article.
The knowledge ignorance link
Allen et al.3 introduced an evolutionary simulation model of a manufacturing classification as a tool for change operation in the diffuse and sometimes very challenging boundary zone between knowledge and ignorance within the manufacturing environment. Discussing this boundary zone, Dilley17:176 says ‘to speak of knowledge deprived of its relation to ignorance is like speaking of velocity devoid of a notion of distance’. He refers to the contrast between what Ferrier18 calls ‘agniology’ or the theory of ignorance and epistemology, the science of knowing and what is known. Interestingly, Dilley17 challenges the notion that ignorance can be considered a blank space that not much can be said about. The very strong challenge is that Ferrier argues that the character and condition of ignorance are intimately linked to knowledge in the way that ignorance guaranties potential knowledge. The reason for this being that one mutually informs the other. Dilley (2010) argues that if knowledge provides a sense of certainty about things, then ignorance by contrast can suggest uncertainty, and therefore as explored in this paper there is a situation with a potential for learning and change.
Allen19 argues that systems that have the capacity to adapt, change and evolve in response to whatever selective forces are placed upon them will sustain. He concludes that if knowledge is the basis for action, then what matters is the capacity to generate new knowledge as the old devolves. It is ignorance or multiple understandings that allows a diversity of exploration, and therefore learning. Thus, Allen19 strongly argues that in a world of change, there is a need for knowledge about the process of learning. For many organizational forms the new practice might well come from other organizations in the industry. This is characterized by merely “hill-climbing” the smoother part of a performance landscape (Figure 1). This will produce marginal improvements only20. However, when exploration adventures into a rougher part of the landscape more radical innovations might occur. There are limits to the advantage of learning when the hill-climbing path is blocked by other firms and when all of them are learning too21.
The?performance?landscape
https://emergence.blob.core.windows.net/article-images/2016/11/d473fdb0-a63f-4094-b009-032ea709c071.png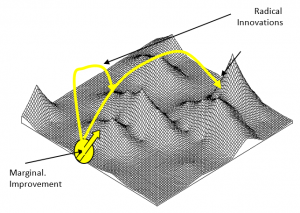{kind=link}
On the other hand, Ravetz4 says that the materials that comprise scientific knowledge are facts, of a certain sort; those which have survived the processes of testing and transformation, so that they remain in use, and hence alive, long enough after the disappearance of the problem that first gave rise to them. By that Ravetz means a family of particular versions of a fact, mutually related by a complex lattice of decent from their original and still in flux. The assumptions that there exists a unique, perfect, and true version of the facts, Ravetz argues are not the case. Magee22 in his book on Popper concludes that Popper’s argument is that our pursuit of knowledge is to get closer to the truth, but that we never know if we have reached our goal. Similarly, Corvi23 in her discussions in her book on the thoughts of Karl Popper argues that essential to Popper it is that, although an idea or a theory cannot necessarily be proven, it can be refuted. This may assist in developing the idea or theory. The principle of falsification advocated by Popper24 is based on his critical approach to science. This approach proceeds through trial and correction of error23. In other words, for Popper, truth is understood as an approximation to truth. That is, the ultimatum for the a posteriori evaluation of theories is based on how they can stand up to testing.
It is well known that there were always controversies between Karl Popper and Ludwig Wittgenstein. Popper argued that he was the one killing Logical Positivism, blaming Wittgenstein for what was wrong with Logical Positivism (Rodych, 2003). Munz (1964), however, stresses that both Popper’s falsificationism and Wittengenstein’s philosophy were reactions against Logical Positivism. The difference between the two thinkers were made by Wittgenstein’s followers Toulmin, Kuhn and Feyerabend. Toulmin (1972) in part of his work attacks Kuhn’s account (1970) of conceptual change as a revolutionary process. Toulmin’s (1972) account can be compared to Darwin’s25 model of biological evolution. Here conceptual change involves a process of innovation and selection. Thus there is some competition between arguments or ideas. Natural selection produces the most advantageous variation25 that will sustain temporarily as the best approximation to truth.
With selection for variation under domestication25 we are not looking at a thousand generation perspective but at a one to maybe just ten-generation perspective. Under the domestication of a species, there is a desire for more rapid change and there is a selection for different characteristics compared to nature. Also, there is the opportunity of a greater variety of choice. So interbreeding is done between more different varieties, resulting in new different variety in the offspring. This is an intervention into the selection of nature.
From Toulmin’s (1972) perspective, intellectual novelties always enter the current pool of ideas and techniques up for discussions. The continuing emergence of intellectual innovations is therefore balanced against a continuing process of critical selection.
For the research project as such, the idea was therefore that both academics and manufacturers collaboratively should challenge ignorance and explore new opportunities for change.
Knowing as a dynamic process
Traditionally wisdom has been seen as something people possess in their head. In this perspective, learning is therefore associated with the acquisition of data accumulated by others26. From this position, wisdom is a commodity that can be easily transmitted and controlled. And knowledge is about what an organization has accumulated over time. However, a more post-modern and complex systems position is taken when knowledge or knowing is seen as a dynamic process that is mediated, situated, provisional, pragmatic and contested27. From this position, knowledge is a continuous social construction in the collective infrastructure of knowing how and what to learn for change. From this collective perspective activity theory is a philosophical and cross-disciplinary framework for studying the simultaneously interlinked individual and social levels of human practice in a developmental process28. Rose-Anderssen et al.5 presents a model of knowledge transformation and learning, where there are three distinct and qualitatively different levels of learning. Adaptive learning takes place when people adapt to practices developed by others. Reactive learning occurs when using routine practices in solving problems. Reactive learning is therefore about taking corrective action to perceived mistakes and learning from that. A third form of learning takes place as an expansion of the given context29. Expansive learning may occur at boundaries where people meet and interact to form new meanings that go beyond the limits of the individual person alone5.
This is about the creation of practices and organizational systems “new” to the organization. In our research all 3 levels of learning take place. Firstly, the individual manufacturing organization will learn from the experience gained from adapting to the more ideal Variety of their manufacturing Species. Secondly, these manufacturers will learn from the corrective actions needed to improve the existing practices that only in theory fits the “new”. Thirdly, the manufacturers will learn from the practice of implementing the management of major change to their organization by adopting to a more ideal Variety of their manufacturing Species. This positive experience could be the incentive to explore into the unknown in order to fit future challenges of the environment and create new Varieties of the ideal.
Rose-Anderssen et al.30 suggests a three level approach for selection and retaining new varieties. At level 1, a phenotypic manifestation is taken. At level 2, there is a concern about the fitness of the variety within the external environment. And thirdly at level 3, there is the implementation of the new Variety through human interaction.
Collective inquiry for developing instruments for change
This leads back to the theme of ignorance versus knowledge. A discussion is needed in the diffuse boundary zone of collective inquiry by different experts of practitioners and academics trying to co-develop instruments that are beneficial for their mutual work. For Vygotsky31 instruments are the concepts, language, technologies, tools and strategies the individuals use to influence the object of change. Different instruments are applied based on the background of individual’s expertise represented by a division of labour.
This is the essence of the discussion. In this research we intend to assist manufacturing organizations in crossing boundaries for creating manufacturing systems that are “new” to them. In line with Ravetz’s4 understanding of science the intention is to create and investigate manufacturing layout problems that are in need of change. And these are the enlightening actions out of ignorance into a knowledge-creating mode of practice and theory testing for developing new practices and theories. The concepts or ideas thus being developed ascribe meaning to and facilitate understanding of the characteristics or essential features of the ‘Class’ of discrete manufacturing systems, which is the focus of this research.
Concepts
Allen et al.3 used the ideas of evolutionary drive when looking at the cladistics classification of the automobile manufacturing forms. In this paper the ideas of evolutionary drive consider the cladistics and Linnaean classifications of the whole sector of discrete manufacturing systems32. Taxonomy and classifications have been useful tools in managing the information on living entities, their genetics, form and behavior. The system of hierarchical biological classification was originally described by Carl Linnaeus in his book, Systema Naturea written in 173533. Here he describes systematics as the scientific inquiry into biological differences. The group into which organisms are placed are referred to as taxa (singular: taxon). The taxa are arranged in a hierarchy. He grouped according to shared physical characteristics. In Systema Naturea he divided nature into three Kingdoms: Mineral, Vegetable and Animal. His biological classification was limited to Kingdom, Class, Order, Genus, and Variety. The taxa are arranged in a hierarchy. This ranking has later been added to and adjusted in order to be more consistent with the Darwinian principle of common decent. This paper keeps to the ranks of Class, Order, Family, Genus and Species. Within a Species there may be several Varieties.
The Linnaean hierarchy, however, has its disadvantages as it ranks groups of organisms artificially into a hierarchy. By combining these two classifications a more comprehensive classification of a complex phenomenon is ensured. The level above connects a group of Species. This connecting point is the Genus of this group of Species. The characters shared by these Species are held by the Genus. The level above that connects that group of Species to similar groups of Species. The connecting point is the Family all these Species belong to. In that way more and more Species belonging to the discrete manufacturing sector investigated are connected. Thus the Linnaean hierarchy becomes extremely useful in the process of constructing a phylogenetic tree of the phenomenon (discrete manufacturing sector) that is large and very complex. It is an iterative process where the cladistics informs the Linnaean hierarchy and vice versa. Therefore several “generations” of mutual phylogenetic and Linnaean classifications would be developed.
The classification systems applied in the paper gives meaning to the characteristics of discrete manufacturing systems. The conceptual applications, the ideas or mental pictures, applied are grouped within the cladistics and Linnaean relationships. Cladistics is about evolutionary relationships between entities. Thus cladistics is really an approach to classify which items are grouped together based on whether or not they have one or more shared unique characteristics that come from the group’s common ancestor and are not present in more distant ancestors. Therefore, members of the same group that are thought to share a common history are considered to be more closely related. Change in characteristics occurs over time. It is only when characteristics change that we are able to recognize different lineages or groups. The outcome of a cladistics analysis is a cladogram, a tree shaped diagram that represents a phylogenetic hypothesis on evolutionary relationships.
Contemporary organizations were involved in developing the concepts of the classifications. That is quantitative data from 510 manufacturing systems informed the concepts. This ensured a more shared understanding of concepts between practitioners and the researchers32.
It is important that the users of these classifications fully understand their meaning. In that sense on shearing of meaning, Rose-Anderssen et al.34 argue that group discussions are creative activities of collective sense-making. Bearing this in mind it was important firstly, to use a language, within the classification system, that was easily understood by both the practitioners and academics alike. Secondly, it was also important to have a discussion with the users to ensure a common meaning prior to applying the classification systems.
The conclusions to the above discussions are that ignorance is a potential for exploring the unknown. By bringing in the conceptual applications of cladistics and Linnaean relationships the instruments for change; speed read technique and diagnostic tool may be used in the processes of adaptive-, reactive-, and expansive-learning. This is experienced in the processes characterized by continuous social knowledge construction and the collective infrastructure of knowing how and what to do. These processes facilitates the moving out of ignorance and into the knowledge creating mode. Finally, the outcome is change. The model of this is shown in Figure 2 below.
Model?of?guided?evolutionary?drive
{kind=link}
A case discussion on moving out of ignorance through knowledge creation for improving manufacturing systems
The case of TMC
The example, here called Tool Making Company (TMC) is a manufacturer of a broad range of hand tools based in the UK. They have plans for major investments into their manufacturing systems. TMC’s primary objective was to improve overall efficiency and productivity of current plant by considering best practice approaches and alternative production systems. Their key performance indicators (KPIs) were: cycle time variations improvements, process time reductions, reduction of the distance travelled of parts, and reduction in buffer levels
Ignorance
In the case of TMC, they are not in a blank space of ignorance but are uncertain about their moves and how to get there. They are professionals within their trade but will need some guidance in making their moves. For that they firstly needed to get a clearer picture of their present situation. They then want to explore different scenarios as shown in “The case of TMC” section below. To them this is a potential exploration into the unknown. This could facilitate different processes of learning and change.
For these scenarios, TMC need to determine their position in the fitness landscape against best practice in an easily understandable way, and to determine if the existing manufacturing system can be improved. The best practice is shown in way of the 1st generation factual cladistics and Linnaean classification in figure 3 and 4 below.
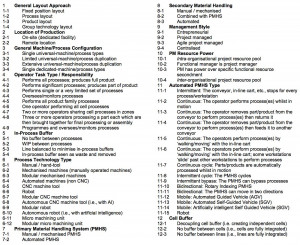
In table 1 below the characteristics of the discrete manufacturing systems are shown in terms of the primary characters and their states. This is followed by the corresponding cladogram in figure 3.
Table?1
Primary Characters and States
{kind=link}
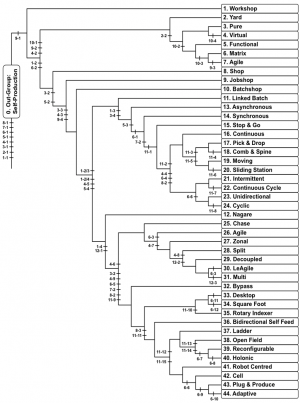
Cladistic?Classification?of?Discrete?Manufacturing?Systems
{kind=link}
1st?Generation?Factual?Linnaean?‘Decision?tree’
{kind=link}
Concepts
In the case of TMC the task became firstly to determine where the company where within the classification system. Secondly, they needed to determine where they wanted to be within the system in the future. The concepts, ideas or mental pictures are grouped within the cladistics and Linnaean relationships. To be able to do that TMC needed to have a clear understanding of the concepts meaning. This meant an identification of character states that needed to be removed, modified or added. This is a level 3 phenotypic manifestation of character states which could have beneficial effects on the manufacturing organization as such30.
Instruments for change
The instruments for change in addition to the concepts are also technologies, tools and strategies. The technologies are represented by the Copernico software architecture which enables the user TMC to explore into a web-based system. The tools facilitating the change processes are characterized by a Speed Read Technique process run through a Rapid Diagnostic Tool and a diagnostic fitness process run through a Detailed Profiling Tool.
The strategies of change are enhanced by using the above tools. To benchmark a current manufacturing systems against the textbook ‘ideal’ can be done in an easily understandable way, to determine a) if their existing manufacturing system can be improved and with what kind of modelling tools or b) if an alternative manufacturing system is needed, how to implement such a system and with what kind of modelling tools would be needed to design, optimise and visualise such a system. Using the Copernico Rapid Diagnostics Tool, end-users, by answering between 2-5 simple questions, can identify their manufacturing system.
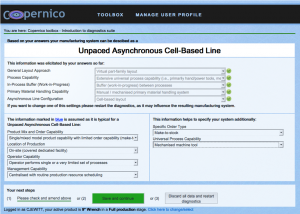
The main functionality of the General Cladistics Driven Requirements Capture Tool is the web based access and the user interrogation. The user will be able to reach the tool via a web portal and are presented with a helpful active guidance system which continues throughout the Copernico experience and are then are directed to the Copernico Toolbox introduction page (see Figure 5). End-users are given the option to specify the newness of the focus product and system or to just explore the Copernico toolbox apps. By selecting an option end-users are prompted to use the Copernico diagnostics application first (see Figure 6), which begins with a rapid identification of the current manufacturing system.
Copernico?toolbox?homepage
{kind=link}
Learning
At each of the main branches on the hierarchy is a ‘primary evolutionary character’ system is illustrated in Figure 3. The questioning starts to the left of the Linnaean hierarchy.
Step by step the interactive questioning-answering process guides the respondent manufacturer down the levels of the hierarchy. Typical steps are illustrated in the 1st Generation Factual Linnaean decision tree in figure 4. Figures 5 shows the general list of questions used for identifying a layout species.
Here, TMC is at a threshold of exploring in Popperian terms an approximation to the truth of TMC’s manufacturing system. This is the point of departure in the knowledge construction process27 where people experience how and what to learn for changing their manufacturing reality.
TMC are identifying their routine practices for solving problems. That is problems have been solved through reactive learning.
As will be seen below in "Moving out of ignorance and into knowledge creation mode", TMC in the knowledge creating mode explores the opportunities for change given by the textbook variant of their manufacturing Species. Thus adaptive learning takes place.
In the "Change" section below the change settings, TCM may choose to make changes to several characteristics. Although this is about adapting to the textbook characteristics, it is also an expansion to the present context of TCM. This exercise is about crossing the boundaries of the old TMC and creating a “new” TCM. At this boundary zone there is expansive learning.
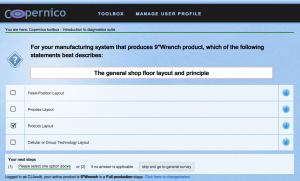
The survey begins by asking relatively few questions designed to quickly narrow down to the manufacturer’s production system using the hierarchy. At each of the main branches on the hierarchy is a ‘primary evolutionary character’. Thus in theory, the system should be able to quickly identify a general production system with only 3-5 questions—one sometimes two questions at each of the points on the Linnaean ‘decision tree’. The speed-read method used for identifying a specific manufacturer’s layout system is illustrated here through the TMC case.
Question?1?of?the?’Speed?Read’?process
{kind=link}
Knowledge
On the preliminary rapid diagnosis ‘results’ page (see Figure 7), TMC have the opportunity to review, by reading the list that is presented of features they have answered, and review and change, via drop-down boxes, the features that Copernico has assumed (bottom left of Figure 7). These are the typical features associated with both TMC’s other answer options and the manufacturing system that Copernico has identified them as being. TMC also have the opportunity to select the type of Unpaced, Asynchronous Cell-Based Line by selecting additional features (bottom right of Figure 7). In this case, the result is a Make-to-Stock, Mechanised, Unpaced Asynchronous Cell-Based Line.
By doing this, TMC is exploring into the knowledge accumulated by others26. However, the knowledge they have chosen to search into in Ravetz’s4 terms have scientifically survived the process of testing and transformation for the time being of this research. The process became one of continuous knowledge construction. Later, it could be further subjected to testing by TMC themselves through their application, and by academics reading the published research. Thus a collective infra structure of knowing how and what to do could assist TMC in moving out of ignorance.
Manufacturing?System?Result?Page
Name and opportunity to change features
{kind=link}
Moving out of ignorance and into knowledge creation mode
In this section, TMC is exploring a new terrain where they may create new knowledge about the potential of their manufacturing systems. This is the move from having identifies where they are at the present to where they want to be in the future. It is about the challenge between TMC’s established variant of a manufacturing Species and the most advantageous variant25 Textbook one. The choice is to try and create a new theory of TMC’s system within the map of the classification systems applied.
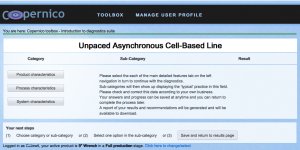
By selecting ‘Detailed Profile’, TMC are presented with the web page shown in Figure 8. A comprehensive profile, structured in terms of typical and best practice Product, Process and System (general) characteristics, can be seen on the left hand side and is then automatically generated for the Unpaced, Asynchronous Cell-Based Line.
Opting?to?define?detailed?profile
{kind=link}
Once the end-user is satisfied with the comprehensive profiling they then have the option to evaluate or compare (subjectively) their manufacturing system with their competitors or the industry average (see figure 9). This approach may also reveal subjective industrial problems, which Copernico can help solve with particular modelling tool recommendations. This is a level 2 concern about the fitness of the Variety within the external environment (2016).
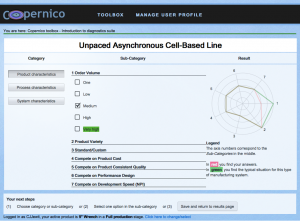
TMC are then prompted to check each characteristic and amend if necessary. Once one of the three categories is opted for, the sub-categories open up. The typical answers are already checked and TMC have the option to amend the answer according to their own manufacturing system. On the right, the dynamic Kiveat diagram (or spidergram) adjusts accordingly showing TMC’s amended responses compared to the typical or textbook feature.
When studying the cladogram representation of the discrete manufacturing system, all the relevant characters of the ideal state of the Unpaced Asynchronous Cell-base Line Species shown in the 1st generation factual Linnaean hierarchy in figure 4 can be identified. By letting TMC answering a questionnaire on high resolution profiles this showed some divergence compared to the ideal state.
Detailed?Profiling?of?Product?Characteristics
{kind=link}
Figure 9 highlights that, in terms of product characteristics, TMC have indicated that all characteristics are matched to the textbook standard except one—Order Volume, which is Medium where the textbook standard is Very High.
Change
Change comes about as TMC starts to implement the suggestions given by the Detailed Profile Results in Figure 9. This is a visualizing representation of where to go. As such it is therefore a detailed strategic plan for the future. It is a detailed experimentation of change without having to ignorantly try out different costly alternatives in the real world. These suggestions let TMC start off their change exercises at a better informed and prepared level. This is a level 3 implementation of a new Variety through human interaction30.
Having reached this point in the potential change process, TMC has been part of a collective inquiry for trying out and develop the Copernico instruments of change. It has been an exchange and developing of knowledge by the involved experts of practitioners and the academic research team focusing around the instruments of change.
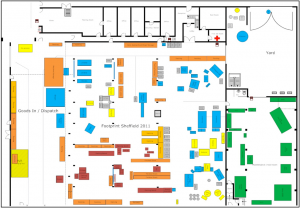
TMC wanted to produce models of their production layout. This was done in SmartDrive resulting in a 2D representation in Figure 10 below.
Original?SmartDraw?2D?design
{kind=link}
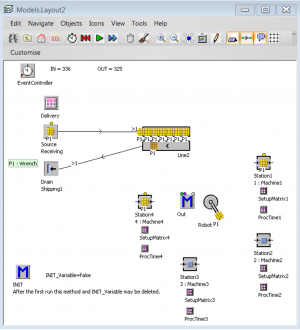
They also used Copernico’s Discrete Event Simulations to create layout models
DES?model?created?automatically?within?Plant?Simulation
{kind=link}
Conclusions
The paper sets out to describe and present a modeling system that can assist in moving a manufacturing organization away from the ignorance of the past and present, and through a dynamic process of knowledge creation to explore the opportunities for change in order to face future challenges. Knowing is seen as a dynamic process, where change is achieved through a collective inquiry for developing instruments of change. The instruments applied in the change process are the concepts, language, technologies, tools and strategies. This is achieved firstly through a benchmarking and diagnostic tool within the hierarchical Linnaean and cladistics representation of the discrete manufacturing system not limited to any specific industrial sector. The second contribution is achieved through the web-based software system within the Copernico programme made available to manufacturing organizations.
As such the cladistics classifications discussed in the paper goes beyond the application capabilities regarding manufacturing change and improvement of existing manufacturing classification literature. The research characterizing this paper is a continuation of the previous manufacturing cladistics work. However, it exceeds the previous works in terms of its capabilities for developing optimum processing routes and the creation of modular factory layout systems with a diagnostic and solution toolkit. It has a general manufacturing capacity, as it is not limited to one specific industry. It suggests both a substantial theory and knowledge development and a testing tool for change of practices and technologies.
The contribution to strategic manufacturing practice is the basis of the cladistics data for creating Copernico’s Diagnostics Tool. This allows practitioners to experience the advantage of the tool as practical decision-making support for manufacturing change.
The practical contribution of the thesis is the implication it has on strategic decision-making through the cladistics driven web-based system and diagnostic tool available on the Copernico website (www.copernico.co). The idea of which is to reduce the initial trial production stage and move to full manufacturing capacity as quickly as possible. At the same time this exploration into a virtual reality of manufacturing change is also an almost cost free exercise for aiding the manufacturing decision making process. The exploration of relevant and available systems of discrete manufacturing systems model facilitates this.
Specifically, a speed-read technique and a prototype of detailed profiling were developed—the offshoot being a factory recommendation tool developed by the Copernico system. This is a novel contribution to strategic manufacturing management practice.
The specific originality of the paper is (a) the benchmarking system characterised by the speed-read technique and diagnostic tool for identifying a manufacturing system, and the creation of a high-resolution profile, and the search in the solution landscape for the identification and recommendation, (b) the general manufacturing capacity—Manufacturing cladistics has been applied beyond a specific industry, and (c) the theorising in the boundary zone between ignorance and knowledge.